Технология и комплексная механизация производства клеёного бруса из нанокомпозита древесины
Друзья, с момента основания проекта прошло уже 20 лет и мы рады сообщать вам, что сайт, наконец, переехали на новую платформу.
Какое-то время продолжим трудится на общее благо по адресу
На новой платформе мы уделили особое внимание удобству поиска материалов.
Особенно рекомендуем познакомиться с работой рубрикатора.
Спасибо, ждём вас на N-N-N.ru
Древесина и изделия из неё сопровождает человека с момента его зарождения на нашей планете. Древесина и огонь позволили начать долгий путь Homo sapiens к его интеллектуальному и технологическому развитию и, в конечном этапе, к современному образу жизни.
В течение этого длительно времени развития, роль и место древесины в жизни человека постоянно пересматривались и изменялись в зависимости от технических и технологических возможностей. Простота, доступность, быстрота возведения жилища, теплоизоляция и экологические свойства древесины с одной стороны и умение бороться с главными врагами древесины огнём и разрушением (гниением) с другой, всегда являлись главными факторами выбора этого материала для строительства.
Разработка новой технологии нанообработки, в результате которой создан новый экологически чистый строительный материал – нанокомпозит древесины, благодаря уникальным свойствам нанодревесины позволяет расширить область её применения и вновь занять одно из ведущих мест в жизнедеятельности человека [1–5].
- Первая статья цикла: «Производство клеёных деревянных конструкций из нанокомпозита древесины»
- Вторая статья цикла: «Производство нанокомпозита древесины – учимся у природы»
- Третья статья цикла: «Нанокомпозит древесины — уникальные свойства»
- Четвёртая статья цикла: «Технология и комплексная механизация производства клеёного бруса из нанокомпозита древесины»
- Пятая статья цикла: «Нанодревесина – нанокомпозит древесины – инновационный строительный материал XXI века»
Создание и проектная реализация комплексно-механизированной технологии глубокой переработки натуральной древесины на основе нанотехнологии стала возможной исключительно благодаря:
- бурному развитию машиностроительного сектора в области раскроя, обработки и склеивания древесины из отдельных геометрически правильных заготовок – ламелей с удалёнными (вырезанными) пороками [6–10];
- разработке новых клеев для склеивания различных пород древесины по подготовленной поверхности (пласти), для различных условий эксплуатации [11];
- разработке новой технологии, которая позволяет органично вписаться в существующую технологическую цепочку из современного высокотехнологичного и производительного оборудования и совместить выполнение в одном устройстве за один технологический цикл операции сушки, пропитки и нанообработки [1–5].
Кратко исторические факты. [7]
Клееный брус являет собой результат закономерного развития техники и технологии переработки массива древесины и, за счёт удаления природных пороков (дефектов), производства превосходного, качественного и эстетически привлекательного строительного материала с прекрасными физическими характеристиками. Громаднейшие перспективы, которые ему, безусловно, обеспечены, основаны на интересной истории развития с периодами застоя и стремительных взлетов. В эпоху зарождения и становления крупной мировой промышленности древесина была незаслуженно вытеснена более модными материалами: сталью, железобетоном, алюминием и пластмассой.
Свойства клееного бруса создаются, в первую очередь, исключительными характеристиками самой древесины. Это экологически чистый легкий материал, обладающий хорошей теплоизоляцией и высокой прочностью. Он гасит шум и вибрацию, стоек к воздействию агрессивных веществ, солей, жидкостей, и легко обрабатывается.
Древесина – один из самых дешевых строительных материалов: при равных затратах энергии на производство, можно изготовить объем деревянных заготовок в 2,4 раза больший, чем кирпича, в 3 раза, чем цемента, в 17 раз, чем стали и в 100 раз больший, чем алюминия. Деревянные балки легко демонтируются, и в них можно очень просто устанавливать дополнительные элементы. Деревянные клееные конструкции отличает большая величина пролетов без промежуточных опор, легкость и низкая трудоемкость подгонки и монтажа, потребность в минимальном фундаменте, а также прекрасное сочетание цены и себестоимости, ускоренные сроки возведения сооружений (мосты, виадуки, навесы, и др.), деревянных домов и целых поселков.
Склеивание древесины выполняли и в древние века, так в одной из египетских пирамид, построенной четыре века назад, были найдены элементы трона, созданного с использованием скрепленных слоев дерева. Однако родоначальником производства клееной древесины стал г-н Отто Хетцер (Otto Hetzer) из Веймара, который начал склеивать небольшие рейки шириной по 35 мм, и в 1906 г. получил патент.
Производство нового продукта – клеёных деревянных конструкций (КДК) сразу же столкнулось с проблемой – отсутствием клея, устойчивого к влажности и перепадам температур, что препятствовало широкому применению. Задача с клеем была решена только в 50-х годах были разработаны и получены составы на резорцино-формальдегидной основе, устойчивые к атмосферному воздействию, что положило начало промышленному изготовлению КДК. Одним из ведущих мировых производителей различных марок клея является Немецкая компания Klebcheme M.G. Becker GmbH + KoKG, которая выпускает продукцию с торговой маркой «KLEIBERIT» [7, 11].
Одновременно с новыми разработками клея происходило и совершенствование методов удаления пороков из древесины и шиповое сращивание, эти разработки продвигали вперед немецкие компании Hubel & Platzer, Dimter, Sauter (известная как Grecon).
Разработка целого ряда станков для переработки древесины позволили к середине 80 годов прошлого столетия создать комплексно-механизированную технология производства КДК.
Немецкие компании, выпускавшие станки и оборудование для отдельных видов работ по древесине, такие как: Michael Weinig, Wako, Grecon, Dimter, Rainmann, Concept… объединились и образовали одно из ведущих предприятий в этой области группу компаний – Weinig Group. Компания успешно развивает свою инфраструктуру на территории России, которая включает в себя: обучение персонала; демонстрационное оборудование; склады запасных частей; сервисные службы.
Виды дощато-клеёного бруса – ДКБ*. [6–10]
Примечание: * дощато-клеёный брус (ДКБ) может именоваться так же – клеёные деревянные конструкции (КДК), а так же большепролётные клеёные конструкции (БКДК) для балок.
Клееную продукцию можно разделить на:
- клееный брус (включая щит);
- двух- и трехслойные балки;
- конструкционный стеновой брус:
- Клееный брус (BSH) производится путем склеивания по пласти досок (ламелей) в пакеты. В Германии он производится преимущественно из ели, высушенной до 8–12%. Продукцию отличает высокая несущая способность при незначительном весе и отсутствие необходимости в защите древесины. Она особенно хорошо подходит для агрессивной химической среды, например, для сооружения складов минеральных удобрений;
- Двух- и трехслойные балки представляют собой 2–3 отдельные ламели, высушенные до 15% влажности, которые склеиваются друг с другом. Причем на пластях балки располагают сердцевинную сторону – это значительно уменьшает вероятность растрескивания древесины. Балки выделяет большая прочность, впрочем, рассчитанная на небольшой вес, высокая стабильность формы и размера строительных деталей, высококачественная поверхность, пригодная для отделки;
- Конструкционный брус (KVH) изготавливается обычно из елового материала влажностью 15+/-3%. Он, как правило, не требует дополнительной химической защиты. Поставляется проструганным и со снятой фаской.
- Клееный брус (BSH) производится путем склеивания по пласти досок (ламелей) в пакеты. В Германии он производится преимущественно из ели, высушенной до 8–12%. Продукцию отличает высокая несущая способность при незначительном весе и отсутствие необходимости в защите древесины. Она особенно хорошо подходит для агрессивной химической среды, например, для сооружения складов минеральных удобрений;
Условия производства в ЕС. [6–10]
Сортировку древесины хвойных пород по твердости в Европе регламентирует DIN 4047, соединение на минишип элементов несущих конструкций – DIN 68 140–1, производство, конструкции и форму клееных заготовок – DIN 1052.
Так в Германии предприятия, производящие клееные деревянные конструкции, получают одно из четырех свидетельств:
- Свидетельство «А» – для производства клееных несущих деревянных деталей всех видов. Как правило, это компании, изготавливающие строительные детали из клееного бруса с максимальной диной;
- Свидетельство «В» – для производства клееных несущих деревянных деталей (например, стоек и балок с шириной пролета до 12 м). Обычно они делают прямые конструкции из клееного бруса;
- Свидетельство «С» – для производства только клееных деталей специального вида в соответствии с общими допусками строительного надзора или для изготовления деталей, соединенных на минишип;
- Свидетельство «D» – для производства только клееных стеновых или потолочных панелей для домостроения.
Клеёные деревянные конструкции и изделия. [6–10]
ДКБ в Европе производится из древесины хвойных пород – в основном из ели, которая отличается одновременно жесткостью и эластичностью, небольшой усушкой и хорошей стойкостью. Также применяется сосна, традиционно используемая в надземном, подземном и гидротехническом строительстве, в производстве свай, столбов, шпал и т.д. И лиственница, древесина которой издавна пользуется спросом для изготовления мостов, гидротехнических сооружений, производства бочек для хранения химикатов и химических растворов и т.п.
Склеивание деревянных элементов придает конструкции необычайную жесткость, равномерную прочность и стабильность формы. Клееный брус благодаря его однородности имеет значительно более высокую формоустойчивость и прочность по сравнению с цельной древесиной. Многослойность склеенных друг с другом досок (ламелей) позволяет получать строительные детали практически любой формы. Сегодня производители отдают предпочтение поперечному раскрою с прямоугольным профилем, но можно изготавливать и конструкции с вертикально расположенными слоями досок, хотя это потребует больших издержек. При формировании гнутых деталей из клееного бруса необходимо учитывать, что радиус изгиба для балок должен быть не менее 6 м, поскольку меньшие радиусы потребуют значительных дополнительных расходов.
Древесина и огонь. [6–7]
Последние годы в Германии проводились широкие исследования по теме огнестойкости древесины. Исследования процесса горения перекрытий из древесины продемонстрировали, что отсутствие полостей и щелей, а также массивное сечение позволяют достичь высокой огнестойкости конструкции. Многие часто забывают, что древесина и уголь имеют теплоизолирующие свойства и, сгорая, древесина очень медленно теряет свою стойкость. Например, при температуре 300°С стойкость балок достигает 80 мин., затем они начинают тлеть. При этом поверхность древесины обугливается, и этот слой предохраняет дальнейшее глубинное повреждение дерева. Процесс горения деревянных конструкций протекает с максимальной скоростью 0,6 мм/мин. Перед разрушением балки начинают гнуться и потрескивать. Это дает шанс и время для тушения пожара. Кроме того, существуют средства защиты древесины, которые задерживают ее возгорание до 30 мин.
Повышение огнестойкости сухой натуральной древесины является одной из самых актуальных задач для древесины и для ДКБ.
В отличие от древесины, армирующие стальные прутья в железобетоне от пожара размягчаются, и конструкция в целом теряет свою несущую способность. При температуре 300°С сталь имеет только 20% своей первоначальной прочности, при этом детали и все сооружение разрушаются – сразу, внезапно и целиком. Металлические балки при указанной температуре обрушиваются уже через 16 мин, а бетон при достижении критических значений рассыпается мгновенно. Поэтому в горящие железобетонные дома пожарные Германии стараются просто не заходить.
«Сталь применяется и при монтаже деревянных конструкций», – может возразить скептик. Верно, но находясь в древесине, она охлаждается и теряет свою прочность значительно медленнее – например, гвозди, забитые в дерево.
Есть и еще один аспект при пожаре. Как правило, древесина не требует дополнительной отделки. Железобетонные стены и потолки сегодня модно закрывать пластиковыми панелями. Все это горит значительно сильнее древесины, выделяя при этом вредные вещества и газы, приводящие к потере сознания и отравлению людей. Даже после того, как пожар потушен, пострадавшее помещение нуждается в особой чистке. Европейские стандарты требуют после пожара, где сгорали элементы из пластика, снимать штукатурку, напольное покрытие и т.д.
Технология и оборудование для производства ДКБ. [6–10]
Рассмотрим основные этапы технологическому процесса изготовления клееного бруса для несущих конструкций, к которым предъявляются более жёсткие требования, на реально работающем в РФ с 2004 года предприятии – «Нижегородский деревообрабатывающий комбинат» ДОК-78.
Именно на этом предприятии были изготовлены 45 большепролетных ферм (длиной до 27 м) из клееной древесины для восстановления уникального творения Августина Бетанкура – Московского Манежа. Проектирование и оснащение производства осуществляла инжиниринговая компания Weinig Concept, входящая в состав Weinig Group.
1. Основные этапы производства и оборудование.
На рисунке 1. представлена общая принципиальная технологическая схема комплексной технологии переработки натуральной древесины, начиная от переработки круглого лесоматериала (пиловочника) в обрезной пиломатериал и заканчивая готовой продукцией: профильного погонажа; мебельного щита; бруса.
Где: указаны проектно расчётные данные отдельных видов продукции (проект завода «Сибтек») – в числителе себестоимость, в знаменателе средняя экспортная отпускная цена клеёных изделий EUR\m3.
 Рисунок 1.
Рисунок 1.
Как правило, технологический процесс при замкнутом цикле производства клееного бруса начинается на лесобирже, где осуществляется предварительная сортировка лесоматериала. Затем следует распиловка на лесопильном станке, разгонка на многопильном станке и сортировка полученного пиломатериала. Далее осуществляется формирование пакета пиломатериала, направляемого на сушку. Равномерная, экономичная и оптимальная сушка достигается при использовании камер с автоматическим программированием управления, функциями нагрева, вентиляции и увлажнения. Затем осуществляется разборка штабеля с помощью откидного или вакуумного автоматического устройства и последующая транспортировка пиломатериала через станцию измерения влажности торцовочного станка. Влагомер производит проверку и отбраковку слишком влажных или слишком сухих заготовок (например, на ДОК-78 использовались еловые и сосновые заготовки влажностью 14+/-2%). Влажность подлежащих дальнейшей обработки досок регистрируется, и эти данные должны храниться определенное время, чтобы в случае возникновения дефектов можно было контролировать, находится ли влажность заготовок в допустимых пределах. Затем четырехсторонний станок продольного фрезерования обрабатывает стороны ламелей для вскрытия дефектов. В качестве наиболее современной модели оборудования для предварительной строжки сегодня предлагается Powermat 500, на ДОК-78 прекрасно работает более ранняя модель Unimat 30 EL. Из станка выходят гладкие заготовки требуемых размеров прямоугольного сечения с идеальной кромкой.
Автоматический торцовочный станок (линия оптимизации) осуществляет вырезку промаркированных оператором пороков в автоматическом режиме. Пороки маркируются флуоресцентным мелом, который распознается расположенной на пиле камерой. При наличии трещин на торцах досок они автоматически отторцовываются без предварительной маркировки. Отходы отбрасываются, заготовки направляются к линии сращивания в длину на минишип. ДОК-78 использует на данной операции установку Dimter OptiCut 150.
Линия сращивания сначала фрезерует на торцах заготовки минишип, а затем наносит на них клей и прессует заготовки в доску или балку бесконечной длины, которая затем торцуется на требуемые размеры. В Нижнем Новгороде в ДОК-78 для сращивания применяют Grecon CF 200. последующий штабелеукладчик ламелей, поперечный склад ламелей и разделитель пакетов выполняют укладку отдельных досок в пакеты, промежуточное хранение и разборку штабеля для передачи ламелей на последующую обработку. Как правило, время отверждения, в зависимости от вида клея, может составлять до 8 часов.
Четырехсторонний станок продольного фрезерования ламелей осуществляет качественную обработку в первую очередь верхней и нижней пластей детали. Скорость вращения шпинделей станка – не менее 6.000 об/мин. В ДОК-78 на данной операции работает четырехсторонний станок с плавающими вертикальными шпинделями, что позволяет обрабатывать ламели с меньшим припуском и экономить древесину. В настоящее время для чистовой строжки Weinig рекомендует применять станок Powermat 2000, работающий со скоростью подачи до 80 м/мин.
Клеенаносящий станок, который осуществляет операцию нанесения клея по верхней пласти детали за проход, обычно устанавливается непосредственно за строгальным станком, так что имеется возможность достигать высокой скорости строгания до 30–150 м/мин. Такая скорость необходима по двум причинам: во-первых, клеенаносящий станок требует высокого темпа подачи, а, во-вторых, время между нанесением клея и закрытием пресса должно быть как можно меньше. Здесь, как правило, применяются двухкомпонентные клеи, которые подготавливаются в клеесмесителе и подаются к клееналивному станку. Шлангом клей наносится на движущуюся доску со скоростью 60–100 или 80–250 м/мин., затем заготовка подается к прессу.
Пресс должен заполняться по глубине максимально – при небольших размерах производимые балки отделяются друг от друга ламелями без клея, что позволяет максимально использовать эту установку. При достижении балками необходимой высоты, устанавливаются прижимные элементы, расположенные на расстоянии 400 мм.
Существуют две системы прессов. Во-первых, гидравлическая. При использовании этой системы прессуются 2 балки. Между ними находится прижим, где установлен гидравлический пусковой агрегат: через некоторое время прижим затягивается, и устанавливаются клеевые валики. Во-вторых, система LUST отличается тем, что каждая балка прессуется отдельно прижимами, расположенными на расстоянии 400 mm. Жесткий зажим осуществляется с помощью пневматики.
Итак, поступившие из клееналивного станка ламели укладываются в пакеты до необходимой высоты балок. Для вертикального пресса пакеты укладываются вертикально, причем они одновременно центрируются, а затем производится прессование сверху. При применении гидравлической двойной камеры пресса его заполнение и выгрузка осуществляется загрузочными тележками. Непосредственно при затягивании прижимов пресса, ламели выравниваются на одну высоту при помощи системы грузов, которую устанавливает цеховой кран.
Станок продольного фрезерования балок выполняет двух- или четырехстороннюю обработку прямых или гнутых балок с фаской или без. В настоящее время для этих целей используются станки с рабочей шириной от 400 до 2,600 mm. При производстве только прямых балок перед и после станка должен располагаться роликовый транспортер, для прямых и гнутых балок необходима подвижная тележка, так как сам строгальный станок установлен на поворотном круге и поворачивается в зависимости от радиуса балки. Укладка детали перед станком и съем ее после обработки осуществляется с помощью крана, а для небольших изделий – с помощью штабелеукладчика.
К оборудованию для завершающих операций относятся станок для торцовки и раскроя балок и бруса и обрабатывающий центр. Также требуется многочисленный ручной инструмент, применяющийся для формирования различных врезок, сверления и фрезерования, необходимого для строительных конструкций.
С помощью толкателя брус роликовым транспортером направляется в торцовочный станок, где сначала производится врезание, а затем балка раскраивается на длины в соответствии с заданной программой.
Операция упаковки необходима для защиты балок при транспортировке от загрязнения и влажности. Обычно изделия оборачивают пленкой (стандартными считаются сечения от 6х12 до 16х36 sm и длиной 12–18 m) и затем укладывают на склад временного хранения.
2. Дополнительное оборудование, узлы, участки.
2.1. Заточной участок.
Предприятие по производству клееного бруса не может существовать без заточного участка с автоматическим режимом выполнения операций по заточке прямых строгальных ножей, фрез, включая фрезы для формирования минишипа. В частности, для обслуживания ножевых головок и шипорезных фрез на ДОК-78 успешно применяется станок Weinig Rondamat 980. Кроме того, на предприятии должен быть универсальный заточной станок для заточки пильных полотен.
2.2. Станок для очистки инструмента.
Станок с автоматическим режимом для очистки инструмента, шестеренок, деталей двигателя, тормозных цилиндров и т.д. В нем инструменты укладываются в очистительную ванну и приводятся в движение. При этом поверхности и отверстия в них полностью очищаются. Такая операция необходима для удаления налипания остатков смолы на рабочий инструмент и детали при переработке смолистой древесины хвойных пород. Смола выделяется на поверхность пиломатериала в процессе сушки древесины.
2.3. Система Power Lock.
Наиболее эффективным при продольной четырехсторонней обработке изделий будет применение инструмента системы Power Lock, обеспечивающего высокую стабильность и точность установки и работы при высоких скоростях строгания и даже при использовании массивных ножевых головок.
2.4. Система аспирации.
Также современное производство немыслимо без системы аспирации, обеспечивающей качественное удаление щепы и опилок из рабочей зоны, фильтрации воздуха и системы рециркуляции, подающей очищенный от пыли теплый воздух обратно в помещение. Удаление отходов деревообработки производится через систему шлюзов.
2.5. Участок подготовки клея и лаборатория.
Очень важным на производстве является участок подготовки клея и лаборатория. При эксплуатации выпускаемых конструкций деталей в условиях повышенной влажности и колебаний температуры для их изготовления применяются, как правило, резорциновые клеи. Они были разработаны в 50-х годах ХХ века. Но сегодня их доля в производстве деревянных строительных конструкций в Германии составляет лишь 5%. Им на смену пришли клеи на основе меламина (объем использования – 85%) и полиуретана (10%). Ориентировочный расход клея для производства 1м3 клееной древесины составляет при использовании двухкомпонентного клея и нанесения его по пласти – 10–13 кг, при склеивании на минишип – 1,2–1,5 кг. Используя полиуретановый клей, можно значительно снизить показатели: по пласти 5–7 кг, а на минишип 0,6–0,8 кг. Толщина клеевого шва должна быть 0,1–0,15 мм. Для жидких компонентов клея независимо от времени года температура хранения должна составлять +15ºС. Требуется отдельное помещение для очистки клеенаносящих агрегатов [6–11].
2.6. Участок для ведения протоколов.
Для контроля качества и сертификации выпускаемой продукции необходим участок для ведения протоколов процесса склеивания и хранения данных по влажности заготовок и т.д. и для хранения директив по обработке и руководств по эксплуатации. Для протоколов требуется следующее оборудование:
- для измерения влажности образцов с сушкой – весы и сушильный шкаф;
- оборудование для измерения прочности на изгиб соединений на минишип;
- оборудование для проведения испытаний на скол или расслаивание на концах детали.
3. Особенности производства мебельного щита.
На рисунке 2. представлена принципиальная общая технологическая схема производства мебельного щита из натуральной древесины от стадии полуфабриката сухого пиломатериала.
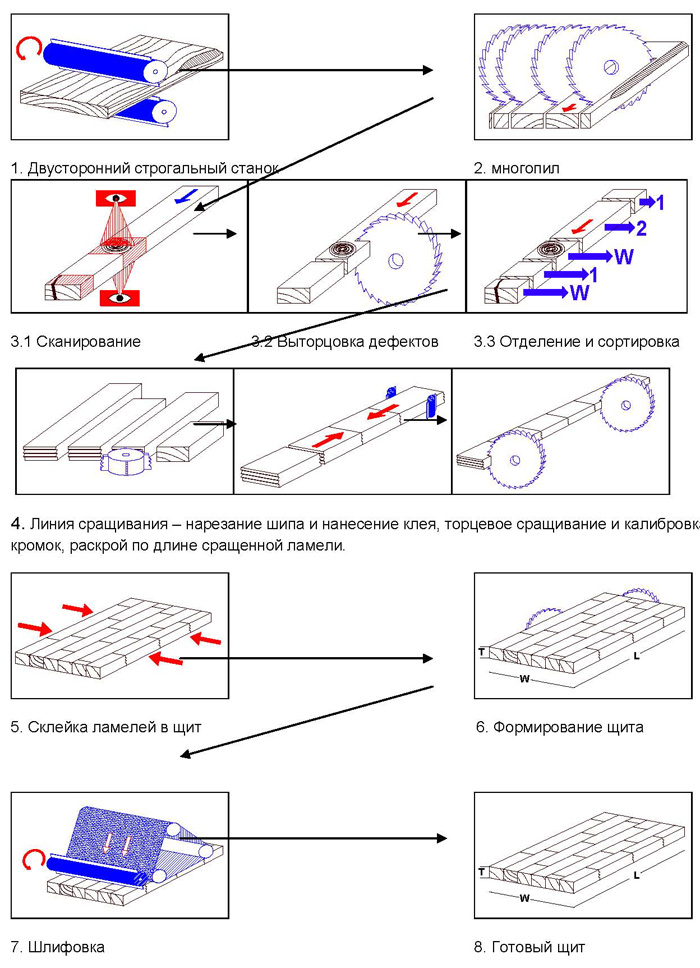 Рисунок 2.
Рисунок 2.
К особенностям производства мебельного щита следует отнести формирование размеров по двум боковым поверхностям и дополнительную операцию шлифовки 2-х лицевых поверхностей щита.
4. Оптимизация продольного и поперечного раскроя пиломатериалов.
На рисунке 2. схематично представлен процесс оптимизации продольного и поперечного раскроя полуфабрикатной заготовки сухого пиломатериала при производстве щита.
Производства ДКБ подразделяются:
- по виду продукции;
- по объёму производства;
- по типу материала обрабатываемой древесины;
- по качеству и размерам входящего сырья.
Исходя из этого, подбирается оптимальное по производительности и выполняемым функциям оборудование.
Оптимизация – это технологический процесс, позволяющий существенно увеличить выход готовой продукции при раскрое древесины с целью повышения рентабельности предприятия. Сегодня он становится все более актуальным поскольку древесина постоянно дорожает, а ее качество ухудшается. Правильный раскрой пиломатериала позволяет определить и увеличить количество древесины, пригодной для дальнейшего использования. Кроме того, чистовая торцовка, применяемая на любом предприятии, позволяет уменьшить износ инструмента на дорогих станках в последующих операциях.
Для фирмы Grecon Dimter оптимизация – главное направление деятельности, при этом данный процесс начинается при поступлении материала из сушильной камеры, или сырой доски в случае обработки, например для производства паркета. Лучшие результаты получаются при совместной работе линий оптимизации и многопильных станков Raimann.
Процесса оптимизации начинается с простой операции торцовки. Следует отметить что, торцовочные станки были одними из пионеров деревообрабатывающего оборудования. Главный фактор при ручной торцовке – человеческий. Производительность работника к концу смены постепенно падает. Если на производстве во главу угла ставится ритмичность и скорость, то от человеческого фактора начинает страдать точность, а при обеспечении работником точного раскроя уменьшается производительность. Анализ работы на торцовке показывает, что нормой при вырезке дефектов человеком является погрешность в 3–8 mm. При выполнении 5.000 пропилов в смену это приводит к потере 25 метров древесины. Поэтому дешевые торцовочные станки и недорогая рабочая сила в конечном итоге вылетают в серьёзные экономические потери производителя и отрицательно сказываются на экономических итогах деятельности предприятия.
Пилить материал с предварительным контролем размеров с целью получения большого перечня фиксированных длин и достижения оптимальной (максимальной) цены вырезаемых брусков и досок, одновременно вырезая пороки, затрачивается в среднем 5 секунд на пропил, он допускает погрешность до 8 mm. Естественно, качественно выполнять такую работу, одновременно обеспечивая высокую производительность, человеку просто невозможно. Впрочем, статистика показывает, что специалист может сделать за смену лишь порядка 100 погонных метров.
Поэтому на смену ручным торцовочным станкам пришли автоматические (или полуавтоматические) линии оптимизации. Применение линий оптимизации позволяет уменьшить количество обслуживающего персонала и главное – значительно увеличить выход качественной и максимально дорогой продукции.
Современные линии оптимизации обеспечивают следующие варианты раскроя:
- распил при заданных входных длинах. При этом установка распиливает заготовки с фиксированными длинами по заданной схеме для получения определенного количества. Этот вариант применяется в производстве плит, окон, тарных и паркетных заготовок, при серийном производстве пиломатериала;
- фиксированный раскрой при переменных входных длинах. Здесь длина доски измеряется автоматически, линия рассчитывает наилучшую комбинацию выхода из запрограммированного списка и выпиливает фиксированные длины до получения заданного количества. Схема используется на лесопильных заводах, в производстве тарной и мебельной заготовки, элементов домостроения;
- торцовка дефектов при переменных длинах на выходе. Тут осуществляется вырез брусков между дефектами, отмеченными люминесцентным мелом, а затем полученные заготовки, как правило, подаются на линию сращивания. Линия дает минимум отходов. Подобный метод характерен для изготовления конструкционной древесины, окон, клееного бруса, мебельного щита;
- торцовка дефектов и фиксированный распил в соответствии с заданными размерами. При этом станок оптимизации выбирает максимальные длины выхода между маркированными дефектами и выпиливает их до получения заданного количества. Применение: в лесопильных заводах, при производстве тары, мебели, домов;
- полная оптимизация с учетом качества и переменных длин на выходе. В такой схеме установка производит максимальное количество полезной продукции, ведет ее учет, рассчитывает длины заготовок для последующего сращивания.
Полная оптимизация входит в стандартное оснащение каждого станка OptiCut. Основное правило – чем больше ей задается параметров на входе (до 8 критериев для установки проходного типа), тем более эффектно и качественно используется древесина. Главное здесь чтобы производитель обладал информацией о типоразмерах пиломатериалов, востребованных на рынке, и мог оперативно маневрировать своей программой выпуска. При этом несколько заказов можно объединять на установке, а изделия затем отсортировывать друг от друга.
Наиболее широкое распространение среди пользователей получили программы оптимизации по минимальным отходам (когда пиломатериал на выходе имеет приблизительно одинаковую цену) и по стоимости (при существенной разнице в цене типоразмеров). Последний вариант сегодня применяется все чаще. Примером этого может служить производство оконного бруса, где длинная несрощенная бессучковая ламель ценится более, чем склеенная , и двухметровая заготовка без сучков стоит больше, чем 3–4 заготовки по 600 mm. Аналогично и в мебельном щите: продукция из длинных бессучковых ламелей имеет цену существенно выше, чем склеенная из коротких брусков. При оптимизации по стоимости отходов может быть больше, нежели чем при простой вырезке пороков. Но и цена выпускаемой продукции увеличивается.
В настоящее время линии оптимизации нашли широкое применение на лесопильных заводах и в производстве погонажа, окон, тары, паллет, мебельных заготовок и мебели (дверей, лестниц, половой доски, в домостроении и изготовлении приусадебных конструкций – беседки, террасы, балконы, сауны), паркета и элементов интерьера, конструкционных балок, игрушек, трейлеров и множества других изделий. Преимуществом установок Dimter OptiCut в первую очередь является простое обслуживание. Оператору и подсобным рабочим необходимо только задать станку схему работы и ввести необходимые типоразмеры, промаркировать дефекты, отметить (при необходимости) качество заготовок и подать ламели на вход. Далее заготовки измеряются автоматически, установка рассчитывает оптимальную комбинацию длин изделий и осуществляет точное позиционирование, фиксацию и торцовку. Затем вырезанные изделия автоматически сортируются по длинам, качеству, типоразмерам, заказам или штабелируются.
Помимо простоты в обслуживании линии OptiCut отличает то, что зона пропила полностью просматривается: при раскрое отдельных частей в «ручном режиме» оператор ничего не упускает из виду. Благодаря тому, что станок «ведет» статистику, пользователь получает информацию об эффективности его использования. Статистика отображает количество погонных метров и пропилов на любую обработанную входную длину заготовок, учитывает процент отходов и брака, систематизирует выпиленные типоразмеры и их количество, время реальной работы станка в течение смены. На этом основании легко рассчитать коэффициент использования линии.
Наконец, OptiCut экономит минимум 8% материала при работе с мягкими породами древесины и 4% при обработке твердых пород. Впрочем, реальные показатели экономии на линии оптимизации по сравнению с ручной торцовкой достигают 13–15%.
Дополнительно можно отметить, что в линиях оптимизации предусмотрена возможность управления скоростью подъема пилы. С максимальной скоростью можно осуществлять черновой пропил заготовок, которые в дальнейшем поступают на линию сращивания.
Если же требуется получить точный разрез, например, для мебельных заготовок или паркета, то можно снизить скорость выхода пилы для чего в зоне реза также устанавливаются прижимные ролики для обеспечения строгой перпендикулярности.
Отходы при торцовке на линиях удаляются двумя способами: либо сдуваются (что характерно для OptiCut 200), либо они падают вниз в специальную шахту-накопитель. На этот метод фирмой Dimter получен патент. Данное устройство особенно важно при установке на выходе штабелеукладчика, когда производительность линии может доходить до ста заготовок в минуту, и необходима гарантия исключения попадания отходов на участок укладки. Поскольку сдувание отходов гарантирует их удаление лишь на 98%, и на линии штабелирования они могут привести к ошибкам в работе.
С линией оптимизации заказчик получает полный пакет программного обеспечения, которое для всех линий оно одинаково и их возможности оптимизации раскроя также равны. Установки отличаются только производительностью. Длина линии сортировки и количество толкателей могут быть очень большими.
Рекомендуется, чтобы поверхности для разметки и сканирования были простроганы. Но, например, если поступает свежераспиленная заготовка прямо из лесопильного цеха, то обычно ее не надо строгать, т.к. она имеет хорошее качество поверхностей. Зачастую требуется удалять только крупные сучки, которые и так видны. Но если нужно вырезать все дефекты или подобрать ламели по цвету, то предварительная строжка просто необходима.
Производственная программа Dimter позволяет подобрать по конкретным условиям производства экономически целесообразную линию оптимизации.
Новая технология производства ДКБ из нанокомпозита древесины. [1–5]
Инновационный проект: «Организация глубокой переработки древесины хвойных пород в высококачественную клеёную продукцию на основе нанотехнологий» позволил приступить к строительству в Сибири завода «СИБТЕК» («Сибирские технологии»). Проектом предусмотрено применение самого современного оборудования для глубокой переработки древесины начиная от лесозаготовки и заканчивая готовой продукцией – ДКБ (КДК), основополагающими проекта стали комплексно механизированная технология производства компании “Weinig Group” [6–10] и, разработанная Ворониным Б.Ю., технология сушки, пропитки и нанообработки древесины [1–5]. Анализ и лабораторно-промышленные испытания производства нанокомпозита древесины позволяют сделать Вывод:
Имеющийся опыт и существующая на настоящий момент времени технология и оборудование для производства ДКБ (КДК) из натуральной древесины позволяют использовать их для производства аналогичной продукции (изделий) из нанокомпозита древесины. Основное условие – дополнение технологической цепочки производства новым оборудованием, позволяющим в промышленных масштабах реализовать применение для обработки натуральной древесины нанотехнологических приёмов обработки [1–5].
Подробно технология, материалы и оборудование для получения нанокомпозита древесины изложены в статьях цикла в электронном журнале NanoNewsNet [1–3].
Особенности утилизации отходов нанокомпозита древесины.
Проектом [1–5] предусмотрена полная утилизация отходов лесопиления и обработки древесины путём сжигания в котлах – оборудование итальянской компании “Unicomfort”. Особенностью технологии сжигания является утилизация нанокомпозита древесины имеющего показатели огнезащиты древесины — Г1, РП1, В1, Д2 (по НПБ 244). В результате такой обработки обыкновенная, легко возгораемая древесина превращается в слабогорючий (Г1), не распространяющий пламя (РП1), трудновоспламеняемый (В1), для утилизации такого материала для получения тепловой энергии котлы дополнены мощными газовыми горелками, позволяющими повысить температуру внутри котла и обеспечить сжигание отходов нанокомпозита древесины.
Новая технология позволяет. [1–5]
В дополнение к имеющимся положительным свойствам продукции из натуральной древесины применение нанокомпозита древесины позволяет значительно расширить области применения ДКБ (КДК), повысить эффективность производства продукции, улучшить эксплуатационные показатели, за счёт:
- Снижения себестоимости производства продукции от снижения энергетических затрат на самую энергоёмкую технологическую операцию сушки древесины;
- Снизить капитальные затраты на строительство производственных мощностей путём объединения 3-х технологических операций сушки, пропитки и нанообработки в одном устройстве при получении более качественной продукции;
- Реализовать на практике возможность строительства и эксплуатации зданий и сооружений в самых сложных климатических, горно-геологических и сейсмических условиях;
- Минимизировать эксплуатационные затраты на капитальные ремонты и содержание зданий и сооружений благодаря уникальным свойствам нанокомпозита древесины;
- Повысить безопасность эксплуатации объектов из нанокомпозита древесины из-за его приобретённых свойств огнезащиты;
- Повысить экологические показатели индивидуального жилья и общественных зданий и сооружений;
- Повысить минимум в 2-а раза срок службы таких объектов.
Литература
- «Производство клеёных деревянных конструкций из нанокомпозита древесины», Воронин Б.Ю. директор ООО «ТермоГазСтрой», ГИП проекта. Статья, публикация в электронном журнале «NanoNewsNet.ru, NanoMarket.ru». 2011г.;
- «Производство нанокомпозита древесины – учимся у природы», Воронин Б.Ю. директор ООО «ТермоГазСтрой», ГИП проекта. Статья, публикация в электронном журнале «NanoNewsNet.ru, NanoMarket.ru». 2011г.;
- «Нанокомпозит древесины – уникальные свойства», Воронин Б.Ю. директор ООО «ТермоГазСтрой», ГИП проекта. Статья, публикация в электронном журнале «NanoNewsNet.ru». 2011г.;
- НТО «Организация глубокой переработки древесины хвойных пород в высококачественную клеёную продукцию на основе нанотехнологий» – «Organizing of deep impregnation processing of coniferous wood into high quality glue edge and laminated production based on nanotechnology.», Новокузнецк, ООО «ТермоГазСтрой», ГИП Воронин Б.Ю., Шифр: СС – НТО-08\книга-2\2011, 72 стр., проект;
- «Комплексный инвестиционный план модернизации моногорода Новокузнецк» паспорт, 2010г. Инновационный проект: «Организация глубокой переработки древесины хвойных пород в высококачественную клеёную продукцию на основе нанотехнологий», руководитель – Воронин Б.Ю. стр. 108–110. http://www.admnkz.ru./; ;
- Официальный сайт немецкой компании: «Weinig» в России;
- «Нас ждёт век древесины», Алоис Аймансбергер (Weinig Concept)/ статья в газете: «Wood working news – Новости деревообработки», РБ, № 2003г., стр. 4–5 (маркетинг и объёмы производства);
- Weinig Group – Weinig, Wako, Grecon, Dimter, Rainmann, Concept. Деревянное домостроение, демонстрационные материалы, 2006г. CD disk;
- «Оптимизация технологических процессов при продольном и поперечном раскрое», Томас Кольмайер, Шаньгин М.В. (Weinig Group), статья в газете: «Wood working news – Новости деревообработки», РБ, часть 1 – март 2006г., стр. 4–5, часть 2 апрель 2006г. стр. 4–5 (технология);
- Каталог деревообрабатывающего оборудования и демонстрационные материалы, Weinig Group, Weinig, Wako, Grecon, Dimter, Rainmann, Concept. , 2006г. CD disk;
- 11. Официальный сайт компании “Klebcheme M.G. Becker GmbH + KoKG” – торговая марка “KLEIBERIT.
Автор: Воронин Б.Ю. – директор ООО «ТермоГазСтрой», ГИП проекта.
- Войдите на сайт для отправки комментариев