Как автоматизировалось полупроводниковое производство
Друзья, с момента основания проекта прошло уже 20 лет и мы рады сообщать вам, что сайт, наконец, переехали на новую платформу.
Какое-то время продолжим трудится на общее благо по адресу
На новой платформе мы уделили особое внимание удобству поиска материалов.
Особенно рекомендуем познакомиться с работой рубрикатора.
Спасибо, ждём вас на N-N-N.ru
В последнее время автоматизация и роботизация является довольно популярной темой. Появляются супермаркеты без кассиров, Маск пытается "заставить роботов выпускать достаточное количество автомобилей в неделю, Шведы запускают роботизированную линию по производству автомобилей, почта России автоматизирует доставку корреспонденции при помощи дронов. Кто-то начинает опасаться потери рабочих мест, кто-то экспериментирует с безусловным основным доходом, многие задумываются, к чему все это приведет. Однако, у нас уже есть отрасль индустрии в которой полная автоматизация произошла довольно давно – полупроводниковая промышленность. Как и почему это произошло и к чему это привело – давайте посмотрим.
С момента возникновения полупроводниковой промышленности стало ясно, что в производственном процессе человеку места нет. Во многих случаях выражение «ручная работа» является синонимом чего-то дорогого и очень качественного, но в полупроводниковом производстве это худшее, что может случиться с вашей продукцией. У человека на полупроводниковом производстве есть три основные проблемы: * Неточность и невоспроизводимость движений, как у одного оператора, так и от оператора к оператору. Оператор кладет пластину в установку каждый раз по разному, с разной силой куда-то давит, по разному что-то убирает и т.д. и т.п. Есть, конечно, умельцы с идеальной координацией движений, которые могут блоху подковать, но во-первых, на целый завод таких не хватит, во-вторых они тоже могут заболеть, уйти в отпуск, в декрет и т.д. А производство должно выдавать всегда один и тот де результат, независимо от оператора.
- Ошибки. Errare humanum est – человеку свойственно ошибаться. Каким бы ответственным и сосредоточенным не был оператор, ошибки все равно будут. Как известно, в авиации 60% причин катастроф – ошибки пилотов, а уж там люди ответственны и сосредоточены как нигде. Что уж говорить про обычное производство. Не те пластины, не той стороной, не та операция, не тот рецепт, перепутанные данные, маршруты, маски и т.д. и т.п.
- Загрязнения. На заре полупроводникового производства стало понятно, что частицы, присутствующие в атмосфере, при попадании на пластину уничтожают приборы и снижают выход годных практически до нуля. Для борьбы с этой проблемой производство было перенесено в чистые помещения с фильтрованным воздухом. Очистить воздух не проблема: HEPA фильтры справляются отлично, но поддерживать воздух чистым уже не так просто и главная проблема – человек, который является основным источником частиц в чистом помещении. Это хорошо видно на графике зависимости количества частиц в воздухе от времени – четко видно начало и конец рабочего дня, вне этого времени количество частиц падает практически до нуля.
 Зависимость количества частиц размером 5 мкм в атмосфере чистого помещения от времени в течение двух суток при работе в одну смену (Производство МЭМС, класс чистоты ISO6).
Зависимость количества частиц размером 5 мкм в атмосфере чистого помещения от времени в течение двух суток при работе в одну смену (Производство МЭМС, класс чистоты ISO6).
Из всего вышесказанного понятно, что человека из полупроводникового производства нужно удалять – чем реже он там будет появляться, тем выше будет выход годных и, соответственно, тем больше будет прибыль с одной пластины. Понятно-то понятно, но как перейти от университетской установки с магнитиками на пластилине к полностью автоматической фабрике? ### История автоматизации Так как я долгое время работал инженером-технологом в плазмохимическом (сухом) травлении, то проиллюстрирую историю автоматизации в основном установками сухого травления.
Первые установки
 Установка сухого травления Leybold F1. Источник: Технический Университет Делфта, Нидерланды.
Установка сухого травления Leybold F1. Источник: Технический Университет Делфта, Нидерланды.
Первые установки никакой автоматизации не имели. Оператор открывал камеру травления (круглая штука справа), клал туда пластину, откачивал камеру, выставлял потоки газов и мощность, запускал процесс. Давление регулировалось скоростью откачки, согласование генератора с плазмой – вручную по отраженной мощности, время процесса по секундомеру.
Минусы такой установки:
- Откачка камеры травления каждый раз при смене пластины – долго, плохая воспроизводимость
- При открытии камеры могут выделяться газы, не очень полезные для здоровья – в правом верхнем углу видно прозрачный раструб вентиляции для удаления остаточных газов
- Размещение пластины в камере зависит от аккуратности оператора – плохая воспроизводимость
- Ручное контролирование параметров процесса – плохая воспроизводимость
Плюсы: * Чувствуешь себя причастным к процессу – это как у аудиофилов поставить грампластинку. Только еще в патефон – и не забыть пружину завести и иголку наточить.
Такие машины в наше время практически не используются – разве что в университетах остались со стародавних пор и используются в учебных целях.
Внедрение шлюзов и рецептурного управления
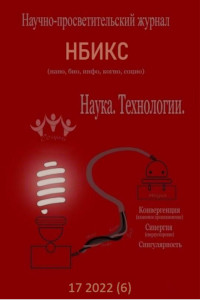
 Установка глубокого тавления кремния Plasma Pro Estrelas 100 фирмы Oxford Instruments. Источник: Oxford Instruments.
Установка глубокого тавления кремния Plasma Pro Estrelas 100 фирмы Oxford Instruments. Источник: Oxford Instruments.
Следующим шагом (или даже двумя) было внедрение рецептурного управления и шлюза с манипулятором. При рецептурном управлении оператор не каждый раз задает параметры процесса и следит за ними в процессе работы а инженер-технолог пишет рецепт, в котором все параметры указаны а за соблюдением параметров следит уже сама машина. Если параметры не могут быть обеспечены, машина останавливается и выдает ошибку. Камера, в которой происходит процесс, всегда остается откачанной и открывается редко, только для обслуживания и ремонта. Для загрузки используется шлюз (на фото – левая консольная часть установки). Оператор загружает пластину в шлюз, откачивает шлюз до рабочего давления камеры и с помощью манипулятора (ручного или механизированного) перемещает пластину в камеру, возвращает манипулятор, закрывает перегородку между шлюзом и камерой, выбирает рецепт для обработки и нажимает «старт». После окончания процесса вынимает манипулятором пластину и загружает через шлюз следующую.
Плюсы:
- Не нужно каждый раз открывать рабочую камеру – улучшается безопасность для оператора и повышается производительность и воспроизводимость
- Использование рецептов повышает воспроизводимость
Минусы:
- Пластину в шлюз все равно кладет оператор – источник ошибок и невоспроизводимого размещения
- Низкая эффективность – оператор должен регулярно менять пластины, на каждую установку нужен свой оператор, а мы пытаемся избавиться от людей в чистом помещении
Такие установки широко используются и в наше время в университетах и лабораториях при изучении новых приборов, разработке принципиально новых процессов и т.д. Размер пластин не превышает 200 мм.
Внедрение загрузочных роботов
 Установка сухого травления диэлектриков Rainbow 4520 фирмы Lam Research. Источник: Semigroup.
Установка сухого травления диэлектриков Rainbow 4520 фирмы Lam Research. Источник: Semigroup.
Для устранения двух минусов предыдущего поколения загрузку пластин переложили на робота. Оператор ставит в установку кассету с пластинами (25 шт), робот берет пластину из кассеты, ориентирует по базовому срезу (или по notch – к сожалению, не знаю правильный русский термин) помещает в шлюз, и потом из шлюза в камеру пластину перемещает другой робот. Другой вариант – кассета помещается полностью в шлюзовую камеру, откачивается и робот используется только один.
Плюсы:
- Те же что и в предыдущем поколении
- Из-за использовании роботов при ориентации и перемещения пластины улучшается воспроизводимость размещения пластины в камере
- Установка автоматически обрабатывает пластину за пластиной, оператор может обслуживать несколько установок – сокращается количество операторов в чистом помещении
Минусы:
- Неэффективное использование робота. Роботы очень дорогие. Стоимость робота составляет 40%-50% от стоимости всей установки, а так как время обработки пластины существенно превышает время её загрузки, то робот в основном простаивает.
- Возможны ошибки операторов
Подобные установки широко использовались в промышленности в 80-х и 90-х, сейчас они доживают свой век в университетах и мелких фабриках (например, МЭМС). Размер пластин обычно до 200 мм.
Внедрение кластерных установок
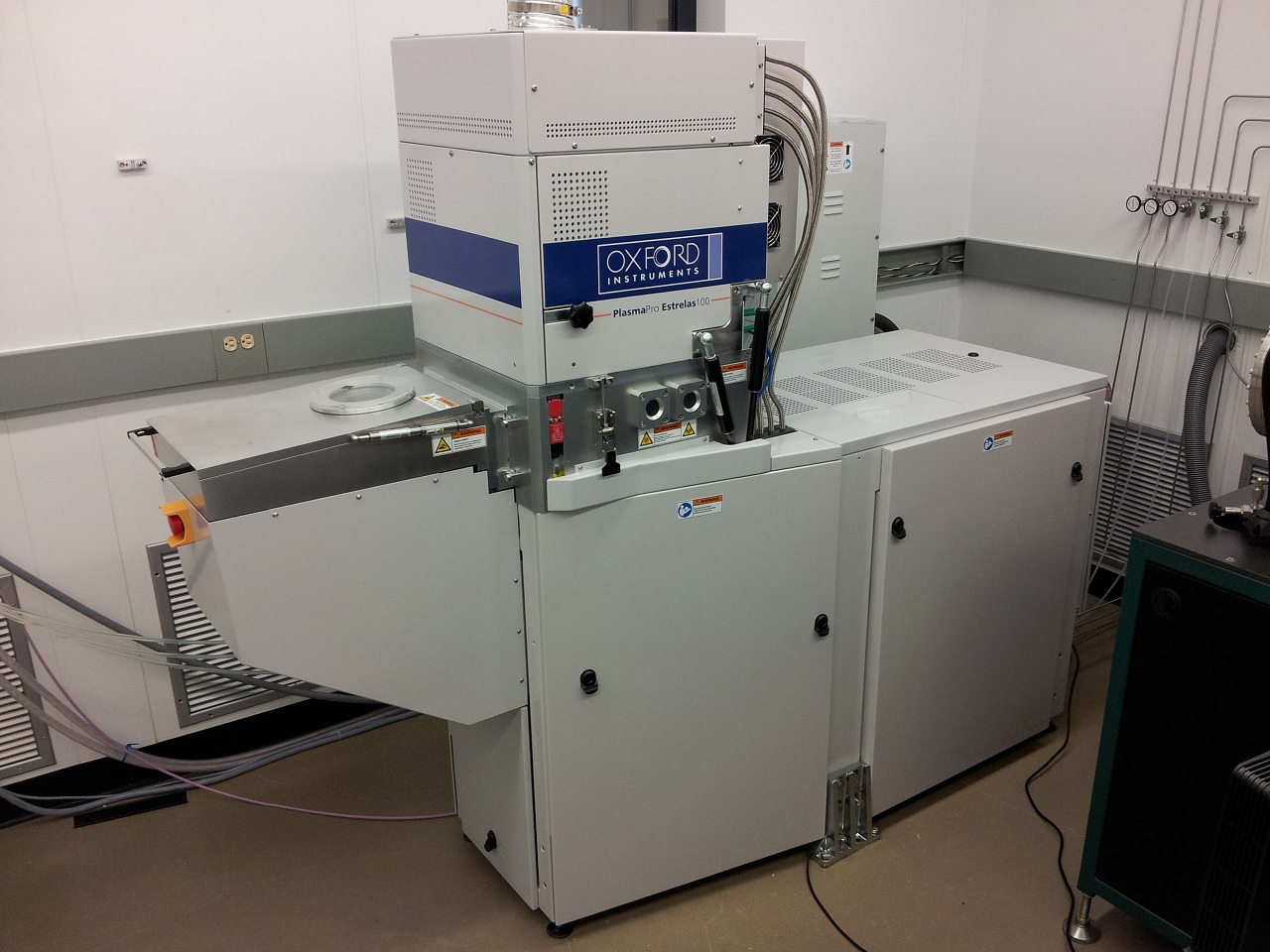
 Кластерная установка напыления Endura фирмы Applied Materials. В центре виден ваккумный робот с двумя пластинами, по бокам — рабочие камеры. Две камеры поменьше на заднем плане — шлюзовые. Все камеры и транспортный модуль открыты для красивой фоточки. Источник: Applied Materials.
Кластерная установка напыления Endura фирмы Applied Materials. В центре виден ваккумный робот с двумя пластинами, по бокам — рабочие камеры. Две камеры поменьше на заднем плане — шлюзовые. Все камеры и транспортный модуль открыты для красивой фоточки. Источник: Applied Materials.
Чтобы устранить недостаток предыдущего поколения (простаивающий дорогой робот) было предложено использовать кластерную систему: один робот (точнее связка из двух роботов, атмосферного и вакуумного) обслуживает сразу несколько камер, получается кластер – один транспортный модуль и 3–6 модулей, обрабатывающих пластины.
Плюсы:
- Те же, что и в предыдущем поколении
- Эффективное использование робота, обслуживая несколько камер он работает практически непрерывно
Минусы:
- Оператор все еще может сделать ошибку, взяв не ту кассету с пластинами или выбрав не тот рецепт на установке
- Установка с роботом и несколькими камерами получается довольно дорогой (несколько миллионов долларов) – подходит только для массового производства
Это самый современный тип установок, используется для пластин до 300 мм. Его внедрение повлекло за собой изменения в кассетах и в конструкции чистых помещений.
Внедрение закрытых боксов для кассет
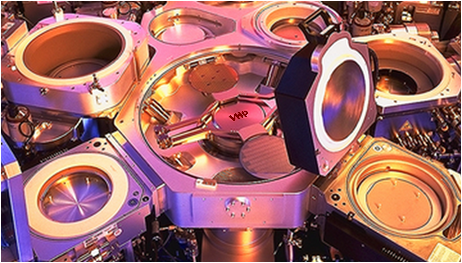
 Открытая кассета и бокс для 200 мм пластин. Источник: ePak.
Открытая кассета и бокс для 200 мм пластин. Источник: ePak.
Первые кассеты были открытыми и просто хранились в коробках. Операторы переносили коробки с места на место, перед загрузкой в машину доставали кассету из коробки и либо ставили в машину всю кассету, либо загружали пластины по одной. Открытость коробки накладывала существенные ограничения на чистоту помещений, для производства электроники требовались помещения 1-го класса чистоты.
 Чистое помещение «коридорного» типа.
Чистое помещение «коридорного» типа.
Так как поддержание такого класса чистоты стоит довольно дорого, чистые помещения проектировались следующим образом: чистый коридор, где ходят операторы и находятся загрузочные модули установок и так называемые «серые» зоны, куда выходит основная часть оборудования и откуда производится его обслуживание. Так как пластины никогда не попадают в «серую» зону, её класс чистоты может быть гораздо ниже, что снижает стоимость производственных помещений. Такое расположение установок называется «through-the-wall», назовем это чистое производственное помещение «коридорного» типа.
 «Серая» зона, там происходит обслуживание оборудования.
«Серая» зона, там происходит обслуживание оборудования.
С внедрением полностью автоматических установок нововведения коснулись и боксов/кассет – они стали полностью закрытыми, для 200 мм они называются SMIF (Standard Mechanical Interface), для 300 мм FOUP (Front Open Unified Pod, произносится «фуп»). Такие боксы имеют две характерные черты:
- Пластины полностью изолированы от атмосферы
- Боксы предназначены для автоматического переноса роботизированными захватами — можно автоматизировать процесс переноса пастин от одной установки к другой
 SMIF — бокс и кассета для 200 мм пластин. Источник: Википедия.
SMIF — бокс и кассета для 200 мм пластин. Источник: Википедия.
 FOUP — бокс и кассета для 300 мм пластин. Фронтальная крышка открывается только после пристыковки фупа к установке. Источник: RodeFinch.
FOUP — бокс и кассета для 300 мм пластин. Фронтальная крышка открывается только после пристыковки фупа к установке. Источник: RodeFinch.
Теперь обработка пластин происходит следующим образом: бокс пристыковывается к установке, внутри которой продувается чистый фильтрованный воздух, поддерживается небольшое избыточное давление и человека там нет. После герметичной стыковки, атмосферный робот берет пластину из бокса и помещает в шлюз, откуда после откачки ее забирает вакуумный робот. Таким образом, пластина никогда не видит атмосферу, в которой присутствуют люди. Это позволило снизить класс чистоты в производственном помещении. Такое помещение имеет класс чистоты 1000 и называется помещением «зального» типа (ball room). Теперь вместо большого количества параллельных коридоров чистое производственное помещение представляет собой огромное единое помещение в котором располагаются ряды установок.
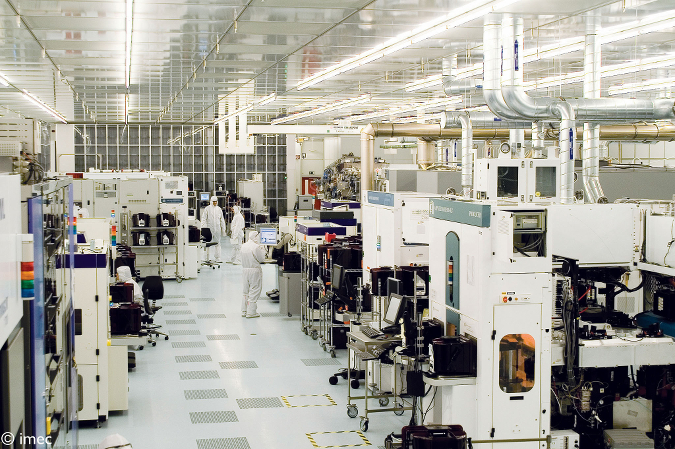 Чистое помещение «зального» типа. Нет разделения на «чистые» и «серые» зоны. Источник: IMEC.
Чистое помещение «зального» типа. Нет разделения на «чистые» и «серые» зоны. Источник: IMEC.
Внедрение автоматической транспортировки пластин
Последним шагом автоматизации стало внедрение автоматической транспортировки боксов между установками. Это делается при помощи транспортной системы, расположенной под потолком производственного помещения. В соответствии с технологическим маршрутом бокс прибывает на определенную установку, рецепт выбирается автоматически, после окончания процесса бокс переезжает на другую установку (например, метрологии), происходит измерение параметров, если все ОК, бокс едет на следующую операцию и т.д. Вмешательство операторов при этом не требуется. Минус здесь только один – стоимость, но если наше производство довольно массовое, то стоимость одного чипа будет совсем небольшая и инвестиции в такой завод мы отобьём довольно быстро (главное, правильно угадать с рынком и знать, как сделать хороший чип).
 Полностью автоматизированный полупроводниковый завод, под потолком видны рельсы транспортной системы с белыми «вагонами» для фупов. На переднем плане фупы пристыкованы к установкам. Чуть дальше справа один из фупов либо поднимается с установки, либо опускается из «вагона». Источник: Toshiba.
Полностью автоматизированный полупроводниковый завод, под потолком видны рельсы транспортной системы с белыми «вагонами» для фупов. На переднем плане фупы пристыкованы к установкам. Чуть дальше справа один из фупов либо поднимается с установки, либо опускается из «вагона». Источник: Toshiba.
Автоматическая система управления технологическим процессом
Так как Geektimes — это IT-ресурс, пару слов стоит сказать об IT системе, которая управляет подобными автоматизированными заводами (MES – Manufacturing Execution System). Сразу оговорюсь, что я не являюсь специалистом в области IT, образование у меня физико-техническое, работал я в основном технологом, поэтому с MES работал только в качестве пользователя. Основная идея MES – обеспечение качества путем уменьшения вероятности человеческих ошибок. Про контроль качества я как-нибудь напишу отдельную статью, а пока остановимся на MES. Итак, MES делает (или позволяет делать) следующее:
- Хранит технологические маршруты. На каждый продукт есть свой маршрут, со списком операций, рецептами, спецификациями (конечными и промежуточными). Изменения в маршрут или рецепт так просто не внесешь – это можно сделать только после утверждения изменений специальным органом и получив кучу согласований и утверждений. Рецепты на установках не хранятся во избежание случайного изменения – они лежат на сервере, перед обработкой пластин MES заливает рецепт из репозитория на установку, обрабатывает пластины и удаляет рецепт с установки до следующего использования.
- Отвечает за движение лота (партии пластин в одном боксе) по маршруту. MES знает, какая операция следующая и после завершения одной операции дает команду системе роботизированой подачи на перемещения лота на следующую установку. При этом определяется, на какой именно установке будет произведена операция (их может быть несколько одинаковых, но одна занята, другая на обслуживании и т.д.). Естественно, вся история лота сохраняется – когда был обработан, на какой установке, были ли проблемы и т.д.
- Проверяет продукцию на соответствие спецификациям. После многих технологических операций идут операции метрологии – что-то обязательно измеряется (толщина пленки, размер линий, высота ступеньки, в конце – электрические параметры и т.д.). В MES заложены пределы таких измерений. Если все попало в пределы – лот перемещается на следующую операцию, если нет – лот останавливается и информация отправляется соответствующему инженеру-технологу.
- Собирает статистику. Сколько лотов находится на какой операции, сколько требуется времени для производства одной операции и/или всего маршрута и т.д. и т.п. Все это помогает в планировании производства. Если кого интересует тема планирования производства, могу посоветовать занимательную книжку Э. Голдратта «Цель».
Людей с производства убрали — что в итоге?
Полупроводниковое производство на сегодняшний день автоматизировано полностью – в принципе, если с одного конца фабрики вставить кассету с чистыми кремниевыми пластинами, то где-то через три месяца (если все пойдет без сбоев) с другого конца вы получите кассету с рабочими процессорами, при этом ни кассету, ни пластины руками никто не трогал.
Работа технолога, который разрабатывает процессы, превратилась из ковыряния в установке и слежения за всеми параметрами процесса в работу клерка за компьютером: доступ к установке удаленный, пишется новый рецепт и к нему инструкции, как его использовать; как только появляется окно в производстве (а оно может появится и в два часа ночи – производство-то круглосуточное) операторы (да, они все-таки есть, даже на полностью автоматизированном производстве) обрабатывают и измеряют пластину в соответствии с инструкциями и высылают отчет. Технолог читает отчет, делает новый рецепт (а если результаты получились хорошие, то вносит изменения в техпроцесс) и так до бесконечности, пока продукт не снимут с производства. За время работы на GlobalFoundries я в чистом производственном помещении появлялся раз в год, чтобы не забыть, как установки выглядят. При работе на неавтоматизированном производстве (или в научном институте, как IМEC) в чистую часть ходить приходится почти каждый день.
В реальности, конечно, даже на полностью автоматизированном производстве вмешательство человека иногда требуется – что-то идет не так, машины ломаются, исходные материалы бывают со скрытыми дефектами и т.д. Ну и, естественно, огромное количество людей необходимо, чтобы такое «безлюдное» производство функционировало – инженеры-технологи, разрабатывающие и улучшающие техпроцесс; сервисные инженеры, следящие за оборудованием (как свои, так и от компании-производителя оборудования); инженеры и техники по эксплуатации чистых помещений (обслуживание вентиляции, кондиционирования, подачи химикатов и т.д.), IT специалисты, занимающиеся поддержкой и совершенствованием MES, административный персонал и так далее и так далее… Так что, как ни парадоксально, безлюдное производство требует довольно большого количества людей для своего функционирования. Так, на GlobalFoundries в Дрездене работает более 3 000 человек.
Заключение
Автоматизация и роботизация, о которой много говорят последнее время, давно свершилась на полупроводниковом производстве. В полностью автоматическом режиме работают все современные крупные фабрики на одной из которых был сделан процессор вашего смартфона/ноутбука/компьютера. Но это совсем не привело к исчезновению людей на таких фабриках – просто они из производственных помещений переместились в офисы (и, должен сказать, часть романтики при этом ушла).
- Источник(и):
- Войдите на сайт для отправки комментариев